
Takt-time: Ideale productietijd

Takt-time: Ideale productietijd
In een context waarin industrieën voortdurend op zoek zijn naar meer productiviteit, is 'Takt-time' een onvermijdelijke oplossing. Het hoort echt bij Lean Management en maakt het mogelijk om verspilling van tijd en afval (MUDA) te minimaliseren. Takt-time is de optimale productietijd die een bedrijf moet richten op basis van de vraag van de klant. Takt-time is onderdeel van een algemene benadering van just-in-time en flexibiliteit.
DOWNLOAD DE LEAN ENTERPRISE-CATALOGUS

Enkele details over Takt-time
Takt-time is het wiskundige resultaat van een eenvoudige berekening die een optimale productietijd mogelijk maakt. Om deze te verkrijgen wordt de productiecapaciteit van het bedrijf gedeeld door de gemiddelde vraag van de klanten ervan, wat resulteert in :
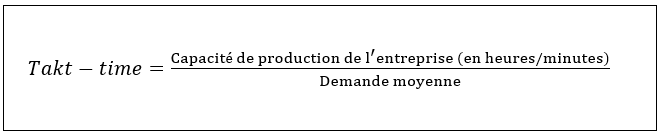
De productiecapaciteit van het bedrijf komt overeen met de beschikbare tijd. Deze laatste bestaat uit de werkelijke arbeidsuren van zijn medewerkers en de potentiële limieten voor het gebruik van zijn machines (in het geval van de industrie). De gemiddelde vraag is de te produceren eenheden of het totale aantal uit te voeren taken. Het verkregen resultaat is een Takt-time, die overeenkomt met de ideale productietijd per verkochte eenheid. Het doel van deze aanpak is om zonder afval te produceren, maar precies genoeg om aan de vraag te voldoen. In de tweede plaats moeten medewerkers in staat zijn dit productietempo te handhaven om een georganiseerde en flexibele bevoorradingsketen te hebben.
Takt-time, waarom ?
De regelmatigheid van de Takt-time betekent ook dat een bedrijf zich beter aan verschillende perioden kan aanpassen. De productiecapaciteit en de vraag zijn niet altijd identiek en zijn afhankelijk van veel factoren, zoals de seizoen gebondenheid. Bedrijven die Takt-time gebruiken, 'resetten' deze vaak maandelijks of zelfs wekelijks om de algemene logistiek te stroomlijnen. Het doel van Takt-time is om te produceren in een tempo dat perfect aansluit bij de vraag. Als gevolg daarvan proberen bedrijven die deze methode gebruiken eerst overproductie te voorkomen. Deze methode definieert ook een hulpmiddel om de werklast tussen de verschillende operators in evenwicht te brengen. In de context van intensieve productie kan overbelasting van de arbeid snel aanwezig zijn en een bron van instabiliteit in een bevoorradingsketen worden. Dit maakt dus ook deel uit van de “Takt-time”-aanpak.

De implementatie van Takt-time
Van alle innovaties die Lean Management met zich meebrengt, is de Takt-time-methode een van de moeilijkste om in te voeren. Het vereist inderdaad een zeer strikte toepassing van het concept. Takt-time vereist een hoge beschikbaarheid en inzetbaarheid van medewerkers die regelmatig moeten zijn.
De implementatie van Takt-time kan in drie verschillende stappen plaatsvinden :
- De gegevensverzameling die nodig is om vervolgens de Takt-time te berekenen. In de eerste plaats moeten we rekening houden met de vraag van de klant, maar vooral met de productiecapaciteit van het bedrijf. Hiervoor is het noodzakelijk om de werkelijke werktijd van de operators (met aftrek van hun pauzes, risico's, enz.) te meten, of zelfs de mogelijke werktijd van de apparatuur. Deze laatste kunnen de gebruikers ervan dan aan bepaalde tijds- of andere beperkingen onderwerpen.
- De toepassing van Takt-time. Het doel is ervoor te zorgen dat medewerkers reageren, vooral in geval van problemen op de productielijn. In het algemeen kunnen de operators door de regelmatigheid van het productietempo de problemen snel overwinnen.
- Bijwerken van Takt-time in de loop van de tijd. Om te zorgen dat Takt-time afdoende blijft werken, is een update van de Takt-time van cruciaal belang. De productiecapaciteit van het bedrijf en de vraag variëren heel vaak afhankelijk van de perioden.
Toepassen van Takt-time
Laten we ter illustratie van deze Lean Management-aanpak een bedrijf bekijken dat bureaus produceert.
Als het bedrijf per dag vier bestellingen voor bureaus ontvangt, moet de Takt-time als volgt worden berekend :
Een dag in de onderneming is gelijk aan 8 uur werk. Met aftrek van de pauze komen we op 6,5 uur effectief werken per dag.
Dit betekent dat het bedrijf in die 6,5 uur vier bureaus moet produceren, of ongeveer 1,37 uur per bureau.
De Takt-time is dan 1,37 uur, of minder, maar zo dicht mogelijk bij deze tijd. We mogen echter ook niet vervallen in een overproductie.
Deze berekening moet worden herhaald wanneer de vraag van een op de andere periode verandert, of wanneer de productiecapaciteit verandert. Bovendien kunnen organisaties de TPM-methode (Total Productive Maintenance) gebruiken om de productiviteit te optimaliseren.
Met andere woorden...
Takt-time is een relatief eenvoudig te berekenen hulpmiddel, maar moeilijker in te voeren. Veel variabelen kunnen in aanmerking komen en de waarde van de productiecapaciteit veranderen. Bedrijven kunnen ook problemen ondervinden bij het aanpassen aan bepaalde verkoopperioden. Dit komt omdat er voldoende zichtbaarheid en prognosegegevens moeten zijn. Maar het nut van Takt-time in productielijnen is duidelijk. Een succesvolle implementatie hiervan betekent dat u verzekerd kunt zijn van een bevoorradingsketen die op lange termijn zowel soepel als stabiel is.
DOWNLOAD DE LEAN ENTERPRISE-CATALOGUS
Optimaliseer uw processen en verbeter uw prestaties !
Vind al onze hulpmiddelen, methoden, technieken en producten gewijd aan LEAN-methoden, die u helpen bij het verbeteren van het beheer van stromen, ergonomie, kwaliteit van leven op het werk, productiviteit en kwaliteit. Ontdek alle concrete toepassingen, hulpmiddelen te implementeren en ons advies over onze expertisegebieden.
Meer informatie nodig ?
Aarzel niet om contact met ons op te nemen als u meer informatie of ondersteuning op maat wenst.
Onze experts staan tot uw beschikking.