La journée d’une machine avec la méthode TPM, Total Productive Maintenance
Vous avez beaucoup de perte, ce qui implique un coût que vous ne voulez plus ? Vous souhaitez produire plus et mieux sans investissement supplémentaire ?
Pour être performant, un site a besoin d’un outil de production fiable. La démarche TPM ou Total Productive Maintenance est donc centrée sur la machine. Lorsqu’une entreprise envisage de travailler en Juste à Temps et à Stock Zéro. Elle ne doit pas oublier qu’elle ne pourra pas respecter les délais qu’elle a annoncés à ses clients si elle n’est pas certaine que :
Les machines et les outillages seront disponibles durant tout le temps prévu.
Les quantités lancées seront obtenues (produits bons).
Les temps prévus sont exacts et seront respectés.
Pour cela l’entreprise doit avoir supprimé l’imprévu et le hasard dans ses activités de production avec une équipe, des techniques et une bonne organisation en cas de problème. Les processus de fiabilisation se font en premier et servent ensuite à l’établissement de programmes d’auto-maintenance. Il faut donc que l'entreprise aille des objectifs et des principes clairs avec la mise en œuvre de processus permettant à la réussite de ces objectifs.
Quand utiliser la TPM, Total Productive Maintenance?
La TPM doit être réservée aux équipements pour lesquelles le coût de la sous-performance est supérieur au coût d’obtention de la performance. La mise en place de la TPM se fait par étape et suivant une méthodologie structurée et rigoureuse. Elle doit commencer par un chantier PILOTE. Celui-ci permet de former dès le début le management de 1er niveau, le responsable du secteur et les fonctions support telles que les méthodes et la maintenance. Sur cette base et dès que les résultats significatifs sont obtenus, on peut commencer à déployer la TPM dans le reste du site. C’est donc un travail de long terme.
Minimiser les pertes grâce à la TPM
En observant la journée d’une machine, on se rend compte qu’elle ne travaille pas durant toute la durée d’ouverture de l’atelier. Il y a des opérations qui nécessitent son arrêt ou du moins des phases non productives telles que les changements de séries, rechargements, maintenance, préchauffage... Cela introduit la notion de temps de fonctionnement brut.
Durant le temps de fonctionnement brut, on pourrait s’attendre à une production égale à ce temps divisé par la cadence nominale. Or, les relevés de production montrent bien vite qu’il n’en est rien ! C’est sans compter avec tous les aléas affectant les performances : pannes, dérives, micro-arrêts... et la cadence réelle qui est très souvent voire toujours inférieure à la cadence nominale.
Le temps de fonctionnement brut amputé du temps perdu donne le temps de fonctionnement réel, ou temps de fonctionnement net. Hélas les pertes ne s’en tiennent pas là. Il est évident que seules les pièces bonnes peuvent être vendues aux clients. C’est le temps de fonctionnement utile.
Ce schéma ci-dessous, met en évidence la proportion du temps réellement utile par rapport au temps d’ouverture total en fonction des pertes. Avec un tel gaspillage, le profit nécessaire à la vie de l’entreprise n’est pas assuré ! Notons que chaque «perte» trouve sa cause dans un domaine qui va intéresser la maintenance. Pour augmenter la productivité il faut donc réduire toutes ces pertes. Il est possible de connaître avec précision les actions à réaliser grâce au TRS, Taux de Rendement Synthétique.
Temps potentiel d'ouverture
Temps réel d'ouverture
Capacité usine non utilisée
Temps brut de fonctionnement
Arrêts planifiés
Temps net de fonctionnement
Pannes, pertes de performances (performance loss)
Temps de fonctionnement utile
Non qualité
L'idéal serait alors :
Zéro panne / arrêt
Zéro défaut
Zéro accident
En pratique cela revient à :
Maintenir en bon état le matériel, le réparer, le nettoyer, le graisser en ajoutant une inspection régulière
Pénaliser le moins possible la production
Considérer tous les aspects de la maintenance
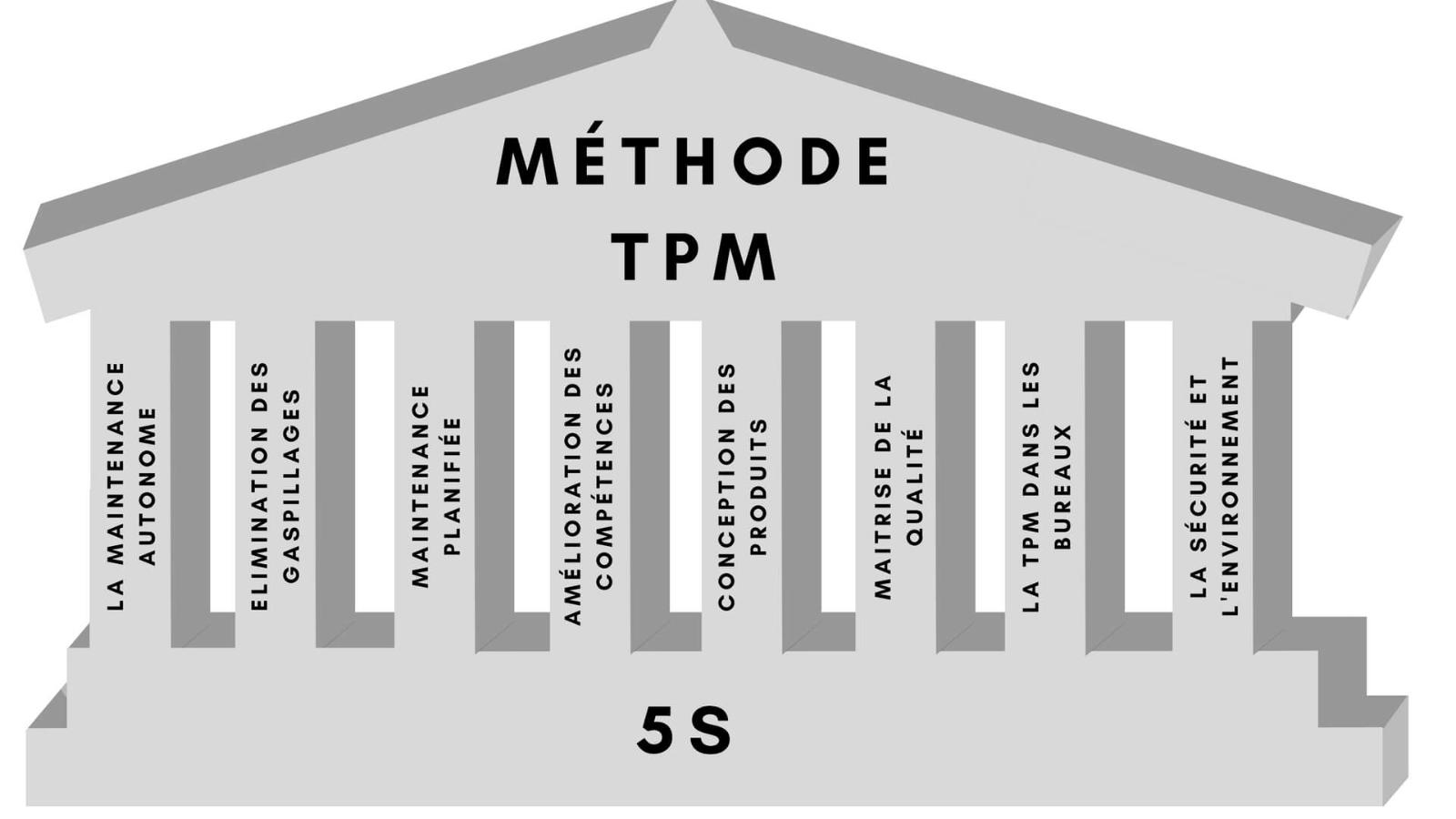
Les 8 piliers de la TPM
En 1989, le JIPM a défini 8 piliers sur lesquels une démarche TPM s'appuie pour atteindre un niveau élevé de performance industrielle.
On peut les répartir en deux familles de 4 :
La première famille vise l'amélioration de l'efficience du système de production
Gestion et maintenance autonome des équipements, élimination des gaspillages / Améliorations au cas par cas, maintenance planifiée et amélioration des connaissances et des savoir-faire
La seconde dépasse le cadre strict de la production vers les services et les fonctions connexes
Sécurité, conditions de travail et environnement, maîtrise (maintenance) de la qualité, maîtrise de la conception des produits et équipements associés, efficience des services connexes ou "TPM dans les bureaux"
Selon les sources et les auteurs, le nombre et la dénomination des piliers varient. La TPM peut être considéré comme un bâtiment avec les 5S comme fondations et les 8 piliers. La solidité de l'ensemble est liée à la qualité des fondations avec les 5S. Si un nombre minimum de piliers est installé, l'édifice tient. A contrario, si quelques piliers sont défaillants, l'édifice peut quand même subsister. Il n'est donc pas nécessaire de disposer de tous les piliers, ni que ceux-ci soient de taille/force identique pour obtenir des résultats grâce à la TPM.
Pilier 1
Gestion et maintenance autonome des équipements
Ce pilier augmente considérablement le niveau de compétences des opérateurs afin qu'ils soient autonomes pour prendre en charge l'entretien et les petites interventions de maintenance. L’objectif est de répondre au besoin de réactivité en cas de dysfonctionnement et de développer l'autonomie des équipes. Il implique, responsabilise et motive davantage les opérateurs et surtout libère les techniciens experts de la maintenance pour des interventions préventives, de l'amélioration…
Pilier 2
L’élimination des gaspillages et l’amélioration au cas par cas
La méthode consiste à comprendre comment fonctionne l’équipement concerné par la perte. On analyse les dérives. Sont visés tous les gaspillages et causes de perte d'efficience. La recherche et l'élimination de la cause racine doit éliminer définitivement les dysfonctionnements. L'indicateur et le TRS sont ses composantes qui après analyse focaliseront les actions d'amélioration..
Pilier 3
La maintenance planifiée
La maintenance planifiée privilégie la maintenance préventive, voire conditionnelle. Elle vise à réduire, voire à éliminer la survenue des pannes, à réduire les coûts, en évitant le recours à des heures supplémentaires non prévues, en gérant les pièces de rechange, etc.
Pilier 4
Amélioration des connaissances et des savoir-faire
Si on veut instaurer et développer de nouvelles méthodes de travail, il y a forcément de nouvelles compétences à acquérir. Il s'agit donc de gérer les connaissances en commençant par réaliser un état des lieux puis établir les besoins de formation, planifier les formations en privilégiant le parrainage (un initié formera un débutant). Les formations pourront être différenciées en fonction du personnel ciblé ; opérateurs à informer, opérateurs à impliquer, membres d'un groupe autonome, membres du comité de coordination.
Pilier 5
Maîtrise de la conception des produits et équipements associés
L’objectif est, avant tout, de ne pas reproduire les erreurs du passé, de retenir toutes les leçons apprises lors des chantiers de résolutions de problèmes et d'intégrer les améliorations dans le choix des nouveaux équipements (design, facilité de conduite, maintenabilité, etc…). En structurant le développement des nouveaux projets selon ce principe, la mise au point peut en être fortement diminuée, voire éliminée et les coûts sont réduits.
Pilier 6
Maîtrise de la qualité
L’objectif est de maintenir et améliorer la qualité des produits, en recherchant la stabilité des équipements et des procédés. On cherche à éliminer les causes de non qualité, afin que chaque minute produise un produit "bon". La maîtrise de la qualité des produits repose sur les actions suivantes :
Mesurer systématiquement dans le but d’exploiter un équipement qui ne génère pas de défaut qualité
Vérifier que les valeurs mesurées sont à l’intérieur des plages de référence (tolérances, limites de contrôle, de surveillance, etc..)
Surveiller les évolutions des valeurs mesurées pour prévoir les risques d’apparition de défauts et agir préventivement sur l’équipement
Eliminer toute détérioration anormale : la production doit disposer d’équipements pour lequel seule l’usure normale persiste
Pilier 7
Efficience des services connexes ou "TPM dans les bureaux"
Ce pilier s’applique aux services administratifs et annexes à la production (magasins, maintenance, etc.…) et consiste à mettre à profit les succès obtenus dans les ateliers par des méthodes, outils et approches tels les 5S. Leurs activités, si elles n’étaient pas conduites de manière efficiente, peuvent en effet affecter la production. L’amélioration concerne entre autres la qualité, les coûts, les quantités et les délais.
Pilier 8
Sécurité, conditions de travail et environnement
Dans le cadre (officiel ou non) du développement durable et des réglementations en vigueur, ce pilier vise à éliminer toute cause potentielle de problèmes liés :
A la sécurité notamment sur les lieux ou se produisent la majeure partie des accidents