Comment gagner 80% du temps de changement de série avec le SMED ?
Comment gagner 80% du temps de changement de série avec le SMED ?
Le SMED est une technique d’analyse des processus en vue de leur optimisation afin de gagner jusqu’à 80% de temps sur un changement de série sur un équipement donné.
TÉLÉCHARGEZ LE GUIDE SMED
Définition de l'outil SMED
À quoi correspond l'acronyme SMED ?
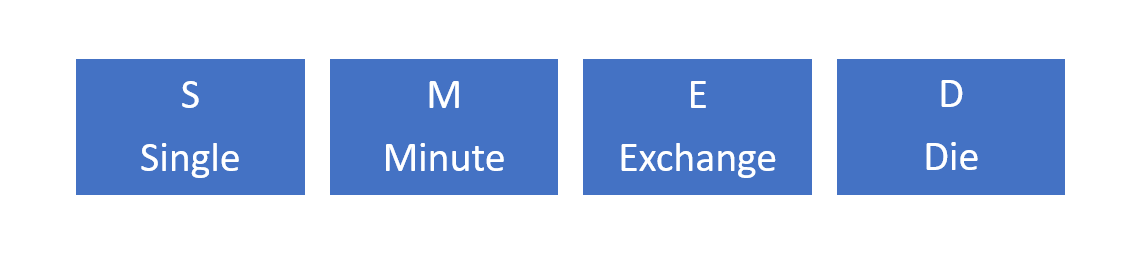
SMED est un acronyme pour :
Single Minute Exchange (of) Die. Ce que l'on pourrait traduire et interpréter par un changement d'outil à la minute. De manière un peu plus réaliste, on entend souvent parler de la notion de "Single digit", ce qui signifie “à un chiffre” ! Il s'agit donc d'un changement d'outil en moins de 10 minutes ! Ce temps peut être adapté à 9 secondes, 9 minutes ou 9 heures en fonction du processus de changement, plus ou moins lourd, qui est mis en œuvre. Dans tous les cas, la finalité est la même, il s'agit de réduire le temps de changement d'un outil, et plus spécifiquement dans un contexte de production, le temps de passer d'une référence A à une référence B. On parle alors de "Changeover Time"
Le SMED dans la boîte à outils du Lean
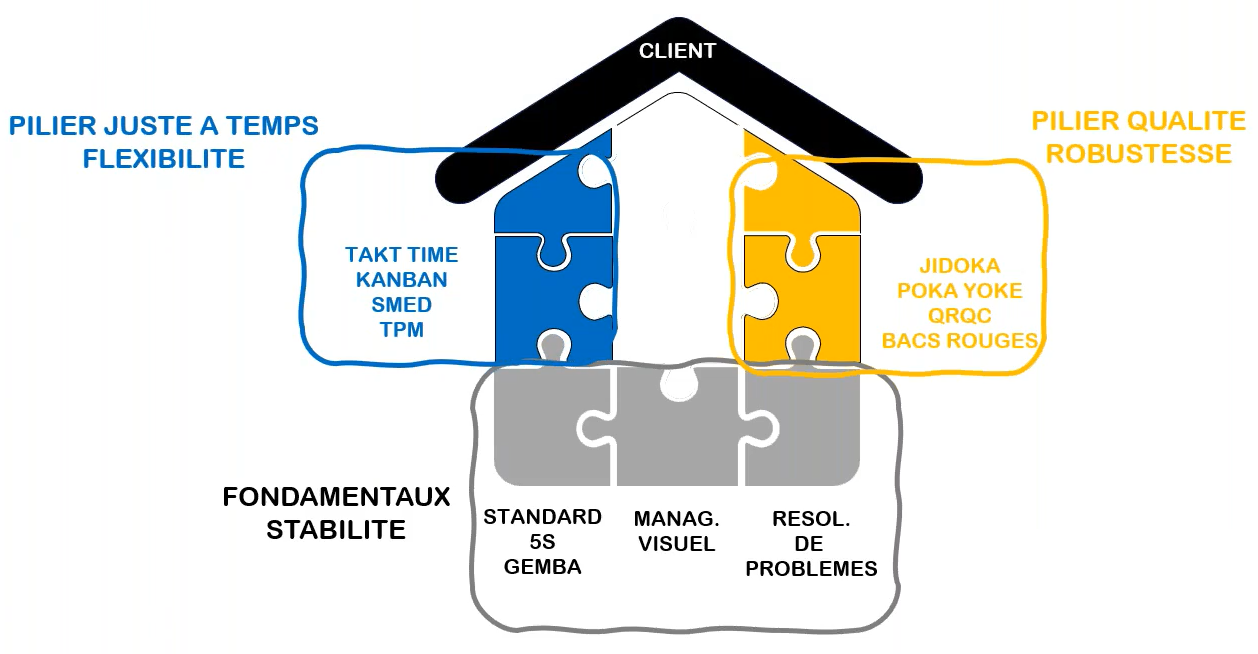
Le LEAN et ses différentes méthodes peuvent schématiquement être représentés sous la forme d'une maison composée de plusieurs blocs qui fonctionnent en harmonie les uns avec les autres dans le but final de mieux servir le client pour répondre plus efficacement à ses attentes.
Cette représentation en forme de maison du Lean a été popularisée par Toyota et c'est pour cela que l'on parle parfois de "maison Toyota". On retrouve à la base de la structure les éléments fondamentaux qui assurent la stabilité de la maison.
Les fondamentaux
Lorsque l'on commence une démarche Lean, il faut mettre en place un plan d'action incluant ces méthodes en priorité afin d'assurer une bonne stabilité pour le reste des démarches. Parmi ces fondamentaux, on trouve :
La méthode 5S, qui permet d'assurer un environnement de travail clair et organisé
Le Gemba (ou Gemba Walk), qui permet de s'assurer d'une bonne connaissance de la situation sur le terrain
Le Management Visuel, qui permet une communication claire et efficace par l'utilisation d'indicateurs visuels.
La résolution de problèmes, qui permet d'intervenir au plus vite pour résoudre tout problème qui pourrait apparaître
Le pilier qualité
Une fois les fondamentaux en place, on peut bâtir le pilier "qualité" qui assure la meilleure qualité de production possible et rend plus robuste l'ensemble des processus de production. Ce pilier englobe plusieurs méthodes :
Le Jidoka, qui permet d'améliorer la qualité du produit en détectant les défauts dès le processus de fabrication
Le Poka Yoke, qui permet d'éviter les erreurs d'utilisation des produits à la manière d'un détrompeur
Le QRQC, qui permet d'assurer une qualité et une conformité de la production en éliminant les problèmes
L'animation bacs rouges, qui permet de mieux suivre les rebuts en production et de les diminuer
Le pilier flexibilité
Une fois que l'on a assuré les fondamentaux et le pilier qualité, on peut mettre en place les méthodes qui constituent le pilier "flexibilité". Ce pilier permet de mieux s'adapter à la demande du client. Les méthodes du pilier flexibilité sont les suivantes :
Le Takt Time, qui permet de déterminer la meilleure durée de production en fonction du besoin du client
Le Kanban, qui permet une production en juste-à-temps en fournissant une information ponctuelle aux opérateurs selon un modèle de file d'attente afin de ne pas les surcharger
Le SMED, qui comme nous allons le voir permet de répondre plus efficacement au client sur la partie des délais
La TPM, qui permet d'améliorer le taux de rendement des machines de production grâce à une maintenance efficace
La méthode SMED
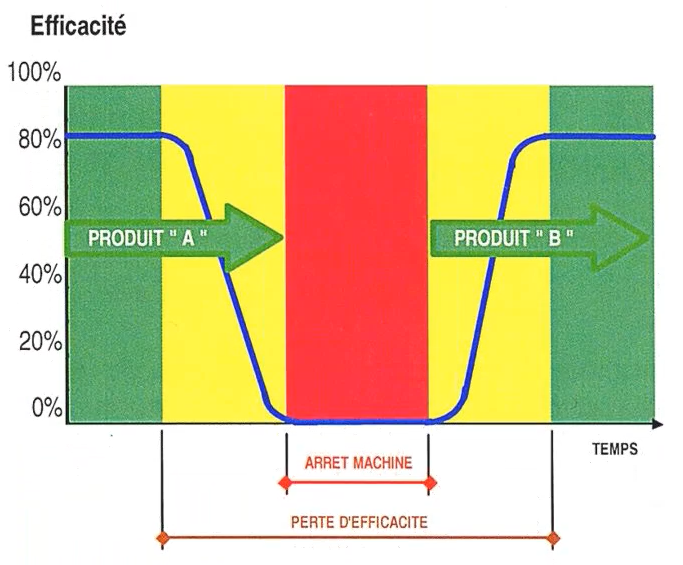
La méthode SMED se place dans le contexte d'un changement d'outil pour une production différente. En effet, aujourd'hui, l'offre produit des entreprises de manufacturing est généralement très diversifiée et personnalisable et pour s'adapter à cette demande, il faut régulièrement passer de la production d'un produit A à la production d'un produit B.
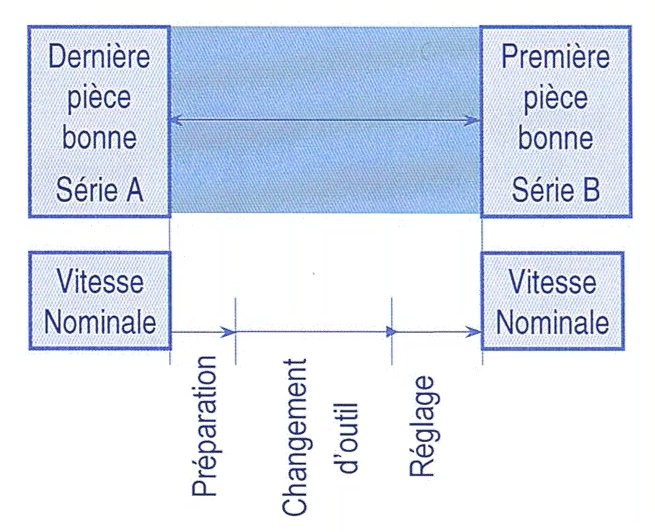
Pour cela, il y a nécessairement un temps d'arrêt de la machine de production qui génère une perte d'efficacité pendant tout le temps où la machine n'est pas en train de produire. On appelle ce temps d'inactivité un Muda (ou "gaspillage" en français), pour atteindre l'excellence en production, il est nécessaire d'éliminer ou réduire au maximum ces Muda. Dans un contexte classique, ce temps d'arrêt peut être découpé en plusieurs phases : la préparation de la machine, le changement de l'outil, et le réglage de la machine selon le nouvel équipement.
Le temps SMED est calculé entre la production de la dernière bonne pièce de la série A et la première bonne pièce de la série B. La méthode SMED permet ensuite d'analyser cet enchaînement de tâches puis d'identifier les sources de progrès permettant la réduction de ces temps "improductifs".
Augmenter la performance administrative grâce au Lean Office
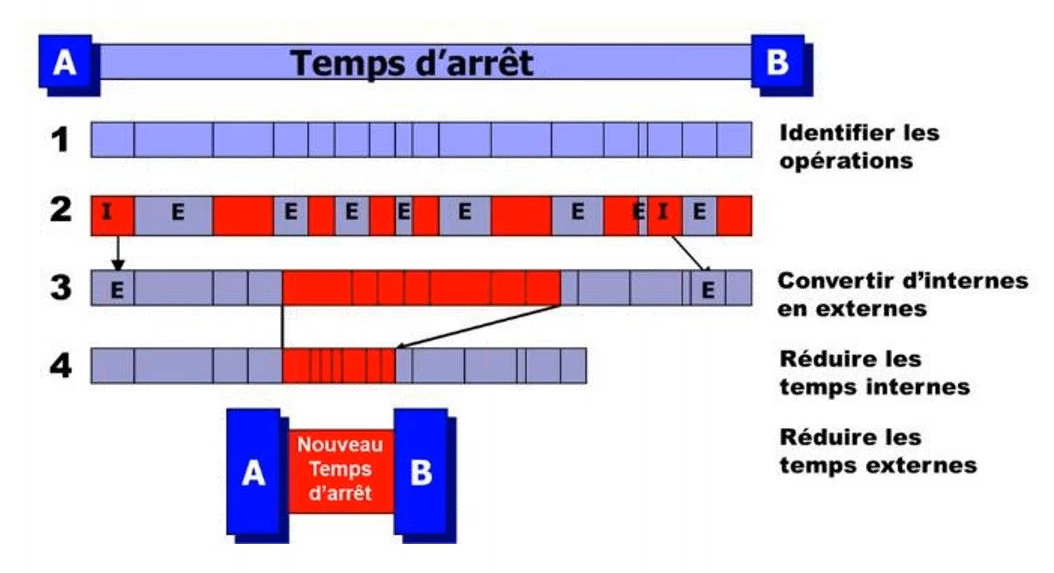
Phase d'observation : La première étape consiste à se rendre compte de comment se passe le changement d'outil et lister toutes les opérations une à une.
Classifier les opérations : A l'issue de cette phase d'observation, on identifie les opérations internes et externes. Les opérations internes désignent celles qui ne peuvent pas être faites autrement que quand la machine est à l'arrêt. Les opérations externes sont celles qui peuvent être faites en dehors de ce temps d'arrêt.
Convertir les opérations internes en externes : Une fois les opérations classées, il faut tenter de convertir un maximum d'opérations internes en opérations externes en faisant preuve d'organisation et de méthodologie.
Réduire les temps internes : S'il est impossible de convertir les temps internes en temps externes, il faut alors les réduire au maximum. L'idéal reste de simplifier ou de supprimer les temps internes sans valeur ajoutée.
Réduire les temps externes : Une fois les temps internes inutiles supprimés et les autres réduits, il est temps de réduire les temps externes pour aboutir à un nouveau temps d'arrêt optimisé et bien plus court que le précédent.
Le déroulement du SMED au niveau macro.
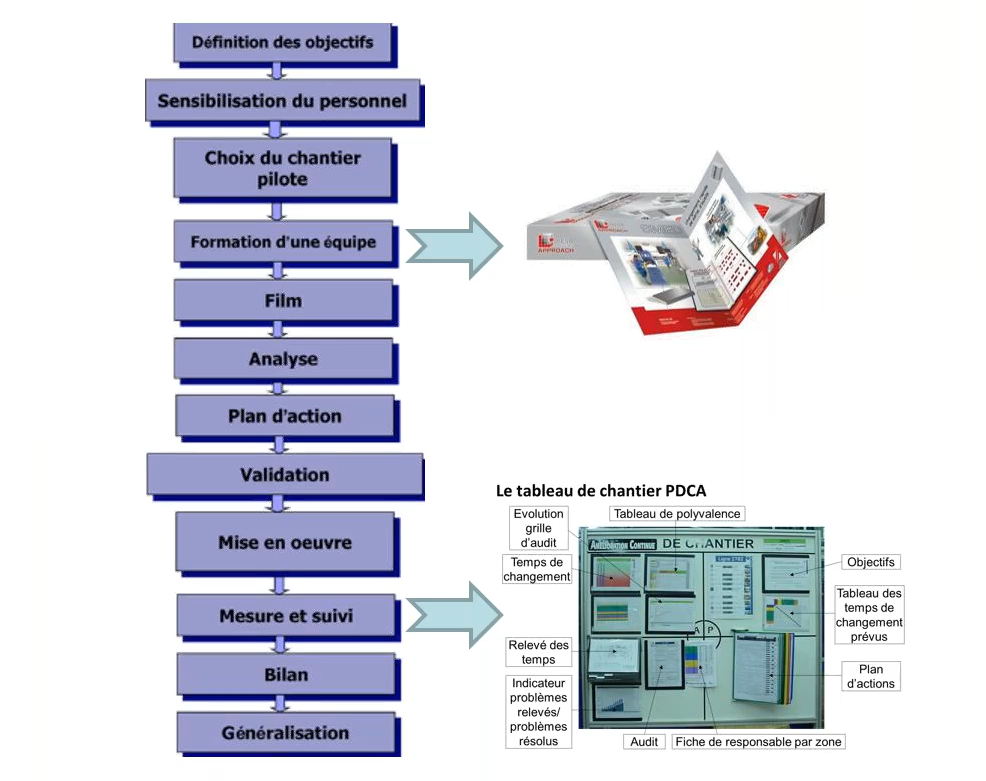
L'outil SMED est à utiliser au sein d'une équipe. Chaque membre doit être impliqué et comprendre la démarche pour y apporter des suggestions. En effet, entreprendre un chantier SMED tout seul risque fort de se solder par un échec.
Pour cela, il faut réunir les parties prenantes au projet afin de définir des objectifs clairs et sensibiliser le personnel. Il faut ensuite former l'équipe à la méthode SMED, notamment en utilisant un jeu de formation SMED, afin que chaque membre de l'équipe comprenne le processus et se place dans une démarche proactive.
Une fois le personnel formé, on peut alors appliquer les 5 étapes de la méthode SMED.
L'application de la méthode doit faire l'objet de vérification et de suivi pour s'assurer de son bon déroulement. Pour cela, il est recommandé d'utiliser le Management Visuel via, par exemple, un tableau de chantier PDCA.
Découvrez nos produits pour mettre en place le SMED
L'application de la méthode SMED permet plusieurs bénéfices directs :
Réduire les temps improductifs
Rendre économique la fabrication en petites séries
Réduire les stocks et par conséquent gagner de l'espace
Augmenter la capacité des machines
Réduire le coût d'investissement et de production
Améliorer la réactivité et le service client par la réduction du délai d'exécution du processus (DEP ou "leadtime")
Mais également quelques bénéfices indirects :
Amélioration des conditions de travail
Gain de productivité par la chasse aux Muda
Gain financier
Limites et risques
Le risque principal de la méthode SMED est de mal comprendre sa mise en place. En effet, lorsqu'une méthode SMED est mal appliquée, les parties prenantes ont tendance à vouloir aller trop vite. Cela peut générer des risques en termes de sécurité et du stress chez les opérateurs. Cela est contreproductif car la sécurité au travail s’en trouve diminuée et l’augmentation du stress chez les opérateurs peut générer des arrêts de travail incompatibles avec le bien-être au travail.
Au contraire, bien que le but de la méthode SMED soit de gagner du temps, ce temps ne doit pas être gagné en travaillant plus vite mais en travaillant plus efficacement.
LA FORMATION PAR LE JEU POUR LA METHODE SMED
Jeu e-learning ludique pour professionnels
Durée moyenne : 2h à 2h30
Les participants découvrent et prennent conscience des possibilités d’amélioration et des vertus d’une analyse de l’organisation d’un processus.
Le Kit de Démarrage Mallette chantier : Un lot conçu pour l'élaboration instantanée et simple d'un tableau de suivi SMED dans le cadre de projet pilote à la suite du jeu.
Résultats : une réussite collective, partagée et efficace.
TÉLÉCHARGEZ LE GUIDE SMED
Optimisez vos processus et améliorez votre performance !
Retrouvez tous nos outils, méthodes techniques et produits dédiés aux méthodes LEAN, qui vous
aident à améliorer la gestion des flux, l'ergonomie, la Qualité de Vie au Travail, la
productivité et la qualité. Découvrez toutes les applications concrètes, outils à mettre en place ainsi que
tous nos conseils sur nos domaines d'expertise.
Besoin de plus d'informations ?
N'hésitez pas à nous contacter si vous souhaitez obtenir plus de renseignements ou un accompagnement
sur-mesure.
Nos experts sont à votre disposition.
2500 produits
8 brevets et
300 nouveautés
Garantie 2 ans
Qualité et fiabilité durable
ISO 9001
Qualité de produits et services
pour vous satisfaire pleinement
50 experts LEAN
Réseau international d’experts
d'outils et de démarches LEAN